![]()



0769-22277627

技术文章
实时掌握正在发生的行业动态
- 热门搜索:
- RTO催化燃烧系统
- 活性炭吸附脱附+CO
- VOCs解决方案
vocs废气治理装置
文章来源:恒峰蓝环境
发布时间: 2020-09-26 08:59:01
VOC废气处理重点包括石化、化工、包装印刷、工业涂装等重点行业以及机动车、油品储运销等交通源。当前,vocs废气治理装置主要包括“活性炭+蓄热式催化燃烧法(RCO)”、“沸石转轮+蓄热式催化燃烧法(RCO)”、“蓄热式燃烧法(RTO)”等。下面跟恒峰蓝小编一起来了解一下~

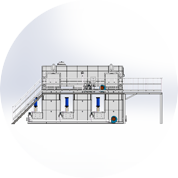
vocs废气治理装置:活性炭+RCO法
1.先用活性炭模块对挥发性有机废气(VOCs)进行吸附、压缩,提高浓度;
2.把高浓度的废气分子脱附后送入催化氧化炉进行无焰燃烧,分解成CO2和H2O,达到对有机废气净化的目的。
活性炭+RCO效果:
1. 对有机废气浓缩可达10-15倍,更适合大风量、低浓度有机废气处理;
2. 设备启动,仅需15~30分钟升温至起燃温度,能耗低;
3. 采用当今先进的贵金属钯、铂浸渍的蜂窝状催化剂,表面面积大,阻力小,净化率高;
4. 系统余热可返回烘道,降低原烘道中消耗功率,也可作其它方面的热源;
5. 催化剂一般五年更换,并且载体可再生,使用寿命长;
6. 设备外部为常温,安全性高、净化效率高达95%以上;
7. 采用电加热方式助燃,简单方便;
8. 整个运行过程中实现全自动化PLC控制,方便、可靠。
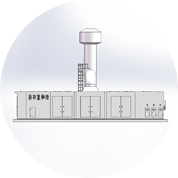
vocs废气治理装置:沸石转轮+RCO
1. 先用沸石转轮对挥发性有机废气(VOCs)进行吸附、压缩,提高浓度;
2. 把高浓度的废气分子脱附后送入催化氧化炉进行无焰燃烧,分解成CO2和H2O,达到对有机废气净化的目的。
沸石转轮+RCO效果:
1. 沸石转轮对有机废气的吸附能力更强,过滤效果更好;
2. 沸石转轮吸附VOCs所产生的压降极低,可大大减少电力能耗;
3. 对有机废气的浓缩可达15-20倍,处理效果更佳;
4. 可对燃点200℃左右的有机废气进行脱附,比活性炭应用范围更广;
5. 沸石转轮使用寿命更长;
6. 沸石转轮占用空间更小,系统设置更加灵活;
7. 整体系统模块化设计,提供持续性及无人化的操控模式;
8. 系统自动化控制,单键启动,操作简单,并可搭配人机交互界面,监控重要操作数据。
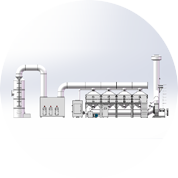
vocs废气治理装置:RTO蓄热燃烧
1.被收集的有机废气直接通过管道被风机输送至蓄热室,通过燃烧天然气进行加热;
2.有机废气在被加热到760℃以上时氧化分解为CO2和H2O,实现净化处理。
RTO蓄热燃烧效果:
1. RTO系统适合小风量、中高浓度的有机废气处理;
2. 可以对弹性较大、浓度出现变化的有机废气进行处理;
3. 对于灰尘的敏感度较低,可以有效提高净化效率,净化率在99%左右;
4. RTO热效率在95%左右,且系统维护工作少,操作安全性与可靠性较高;
5. 可以对蓄热体进行更换或清扫,全面清除有机沉淀物,且装置压力损失较小;
6. 两室RTO装置VOCs的去除率在95%~98%,三室RTO装置VOCs去除率可达到98%以上。
恒峰蓝-让您的废气治理效果更好
-

-
您想了解设备报价还是技术参数?需要提供一份免费解决方案么?我们提供废气治理设备研发生产、废气治理解决方案设计、工程安装调试、环评检测达标等,您可以通过以下方式联系我们!
- 热线153 2285 1710(7×24小时服务)
- 邮箱service@hengfenglan.com
- 电话0769-22277627
- 网址www.hengfenglan.com
- 地址东莞市万江街道上甲社区圆洲工业路28号
 电话:13713443131
电话:13713443131 邮箱:service@hengfenglan.com
邮箱:service@hengfenglan.com 总机:0769-22277627
总机:0769-22277627 地址:广东东莞市万江街道上甲圆洲工业路28号
地址:广东东莞市万江街道上甲圆洲工业路28号 


